Email: info@karssenmetal.com Tel: +86 18147353336
![]()
![]()
![]()
![]()
![]()
Email: info@karssenmetal.com Tel: +86 18147353336
![]()
![]()
![]()
![]()
![]()
The production process of high-purity graphite depends on whether the product is isotropic graphite or anisotropic graphite, and which molding process is used. Generally, it can be divided into 3 types, extrusion forming, mold forming and isostatic pressing. The production of three-high graphite is similar to the production of graphite electrodes, and the key technical issues are briefly introduced as follows:

Selected raw materials
To produce low-ash or high-purity graphite, petroleum coke with few impurity elements should be selected first. Although most impurity elements can be removed at 2600-3000 degrees Celsius during the graphitization process, it is still very important to select raw materials. In the process, the ash content of petroleum coke is generally required to be below 0.1%, and the ash content of coal tar pitch is below 0.3%.
Grinding, screening and batching
For the production of fine-grained graphite, most of the powders are 0.075mm, and part of the powders are micropowders of 0.042mm or 0.037mm; for the production of ultra-fine graphite, the particle size of the powder is less than 0.02mm or less, so calcined coke needs to use a jet milling or other grinding equipment that produces ultra-fine particles. It is difficult to classify the fine powder, and special technology is required for the classification. The coke particle size of the extruded product is proportional to the cross-sectional area of the product. The larger the cross-sectional area, the more large particles are needed. The largest particle of coke during compression molding has little to do with the cross-sectional area of the product. The proportion of ingredients is generally a production secret, but it is determined mainly based on experience and is constantly revised. Even if the proportion of pellets is the same for different molding methods, the proportion of binder is different. Through production practice producers could find the best binding point between ensuring quality indicators and improving yield.
Kneading
The kneading generally uses a two-shaft stirring and kneading pot, and sometimes a pressurized kneader is used. When producing a product with a large number of micropowders, the paste is not easy to mix and knead well. The use of pressurized kneading is beneficial to improve the kneading quality.
Forming
There are three molding methods for producing three-high graphite, namely extrusion forming, mold forming and isostatic pressing (Figure 2), each with its own advantages and disadvantages. Extrusion forming has high production efficiency, but the anisotropy of the finished product is large. The production efficiency of mold forming is low, and it is suitable for the production of fine-grained graphite.
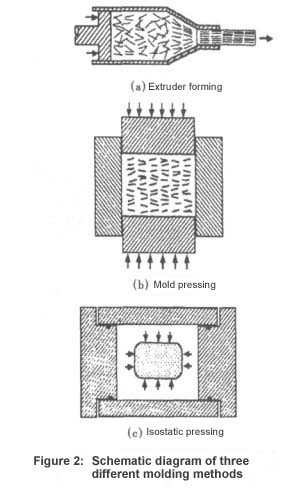
There are two ways of isostatic pressing, one is to heat the extruded or molded raw product to a certain temperature and put it into the isostatic pressing mold; the other one is to put the prepared powder into the mold. The mold with the material is placed in a sealed high-pressure tank, and the pressure is uniformly pressurized in the high-pressure tank, and the pressure is generally 100-200MPa. Isostatic pressing has the lowest production efficiency, but can produce finished graphite with better isotropy. Vibration molding is generally a molding method for producing carbon products for aluminum or large-scale graphite electrodes and carbon electrodes. At present, it can also be used for molding special graphite. Due to the relatively simple vibration molding equipment and low purchase price, it has become the most important part of some small special graphite factories. Main molding equipment.
Isostatic pressing
Most of the molding processes of isotropic graphite are changed from mold forming to isostatic pressing. Liquid isostatic pressing equipment is mainly composed of elastic mold, high pressure container, frame and hydraulic system. Elastic molds are generally made of rubber or resin synthetic materials. The size and shape of material particles have a great impact on the life of elastic molds. Mold design is a key technical issue in liquid pressing. Elastic molds are closely related to the size and homogeneity of the product. . Most of the high-pressure vessels are thick-walled metal cylinders that are directly cast with high-strength alloy steel and processed by machine tools. Their strength is sufficient to resist strong liquid pressure. The hydraulic system consists of a low-pressure pump, a high-pressure pump, a supercharger and various valves. The low-pressure pump with a large flow starts to supply oil, and after reaching a certain pressure, the high-pressure pump supplies oil, and the supercharger further increases fluid pressure in the high-pressure container.
There are two types of liquid isostatic pressing equipment, namely wet-bag cold isostatic pressing machine and dry-bag cold isostatic pressing machine.
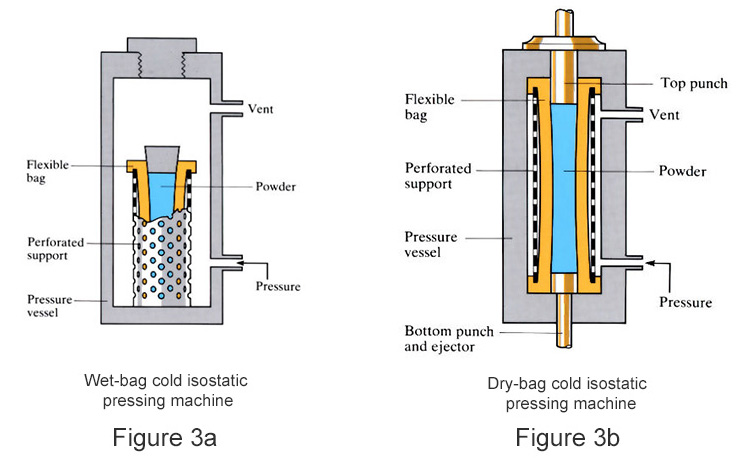
Wet bag cold isostatic pressing (Fig. 3a)
In this method, molds are suspended in a high-pressure container, and several molds can be loaded according to the size of the product, which is suitable for products with small batches, small sizes and complex shapes. The production of carbon products mainly uses the wet-bag cold isostatic pressing.
Dry-bag cold isostatic pressing (Fig. 3b)
This method is suitable for products with large size and large production volume. At this time, the dry-bag cold isostatic pressing equipment is different from the wet- bag cold isostatic pressing. The pressure punch, limiter and ejector are added. This method fixes the elastic mold in the high-pressure container and uses the limiter for positioning, so it is also called the fixed mold method. During production, the powder is loaded into the mold with a pressure punch and the upper opening is closed. During pressurization, the liquid medium is injected into the periphery of the elastic mold in the container to pressurize the mold. It is not necessary to take out the mold when demoulding, and the formed green body is ejected by the ejector mechanism. This kind of isostatic pressing equipment is often used for mass production of special refractory materials.
Isostatic pressing process operation procedure (production of carbon products)
Mold preparation
The mold should be made of oil-resistant and heat-resistant materials. For example, a mold made of natural rubber can only be used 1-2 times when immersed in transformer oil. Therefore, when transformer oil is used as the pressure medium, chloroprene rubber with better oil resistance is generally used. The mold can be made of polyvinyl chloride plastic film.
Loading
There are many kinds of raw materials loaded into the mold, such as uncalcined raw petroleum coke powder (no binder is required); calcined petroleum coke powder and asphalt are kneaded into paste powder before use; calcined petroleum coke is ground into The powder is then mixed with powdered asphalt before use. Different raw materials and proportions can obtain different molding effects and different physical and mechanical properties. When loading, it should vibrate at the same time, so that the powdery raw material is initially compacted in the mold. After filling the material, manually shape the mold properly, then plug the other end of the mold with a rubber or plastic plug, and fasten it with iron wire to prevent the liquid medium from invading the mold. In order to allow the gas in the powder to be fully discharged under pressure, an exhaust pipe is inserted into the powder in advance, and an external vacuum pump is used to evacuate. When producing some spherical products, the powder should be pre-pressed into a sphere by molding method, and then placed in an isostatic pressing mold of corresponding size.
Boost and Buck
Start the high-pressure pump, inject the liquid medium into the high-pressure container, and pay close attention to the boost and exhaust conditions. Compression is generally carried out in stages and gradually. When the pressure drops to normal pressure, open the inlet of the high pressure container and take out the mold. It is also possible to increase the pressure by heating the high-pressure container. Due to the volume expansion of the liquid heated, the pressure will automatically increase after heating, but there is a certain limit to the automatic increase of this pressure.
Baking and Impregnation
For graphite products that require higher bulk density, cracks and wastes are prone to occur during baking, so a slower heating curve should be used; for the baking of small-sized products, heat-resistant steel plates can be used to make square or round containers for baking. The pressed product is placed in a container and filled with filler material to isolate and cover, and then loaded into the baking furnace. Impregnation is very important. High-density products need to be impregnated for 2-4 times, and baked once after each impregnation;The softening point of the impregnant should be selected correctly (related to the viscosity of the impregnant).The preheating temperature before impregnation of the roasted product and the temperature, pressure, vacuum degree, pressurization time and other process parameters of the impregnation tank should be well controlled to achieve the best impregnation effect.
Graphitization
The larger-sized three-high graphite is directly installed in the graphitization furnace, and the small-sized products are installed in a graphite crucible, and then the crucible is installed in the graphitization furnace; products that are not strictly required for resistivity can be energized a little less, and the resistance products with high rate requirements are energized to meet product quality indicators; For the production of high-purity graphite, purified gas (chlorine and freon) should be introduced in the later stage of graphitization, and the purified gas should be introduced after the furnace temperature rises to 1800 degrees Celsius. Nitrogen first, when it reaches about 1950 degrees Celsius, pass chlorine gas, and when it reaches about 2350 degrees Celsius, pass in Freon. At this time, chlorine gas continues to be passed in, and then continue to pass chlorine gas and Freon for several hours until the power transmission is stopped to prevent the vaporized impurity gas from diffusing to the furnace core in the opposite direction.
In the smelting process of non-ferrous metals su
Isostatic graphite blocks are an important graph
Graphite rotor belongs to graphite material, whi
Contact: Bateer
Phone: +86 18147353336
Tel: +86 18147353336
Email: info@karssenmetal.com
Add: Room D204-2203, Innovation Building, Baotou Light Industry Vocational Technical College, 19 Jianhua Road, Qingshan District, Baotou City, Inner Mongolia, China.